Дешево известный сэндвич-штанцформа завод
2026-06-06
- Почему дешевая сэндвич-штанцформа часто становится самой дорогой покупкой
- Технические параметры: на чем экономят недобросовестные производители
- Сравнение решений: масс-маркет против специализированного производства
- Реальные кейсы: влияние качества штампа на экономику предприятия
- Как выбрать надежного поставщика и избежать рисков
- Часто задаваемые вопросы
Почему дешевая сэндвич-штанцформа часто становится самой дорогой покупкой
В нашей практике мы регулярно сталкиваемся с ситуацией, когда производственные цеха печатающих предприятий замирают из-за выхода из строя оснастки. Клиент звонит нам с требованием срочной замены, объясняя, что купил партию по минимальной цене у неизвестного поставщика. Проблема не в цене закупки, а в том, что сэндвич-штанцформа низкого качества теряет геометрию уже после 50 тысяч оттисков вместо гарантированных 300–500 тысяч. Это приводит к простою дорогостоящего оборудования и браку тиража, стоимость которого многократно перекрывает сэкономленные на штампе деньги. Мы видели случаи, когда попытка сэкономить 15% на стоимости инструмента приводила к потерям в размере месячного оборота типографии.
Рынок насыщен предложениями, где слово “дешево” используется как главный маркетинговый крючок. Однако в индустрии высокоточной вырубки низкая цена почти всегда означает компромисс в материалах или технологии сборки. Настоящая экономия достигается не при покупке самого дешевого образца, а при расчете стоимости одного оттиска (cost per impression) в течение всего жизненного цикла изделия. В этой статье мы разберем технические нюансы, которые отличают надежный инструмент от одноразового, и покажем, как выбрать поставщика, способного обеспечить стабильность производства.
Технические параметры: на чем экономят недобросовестные производители
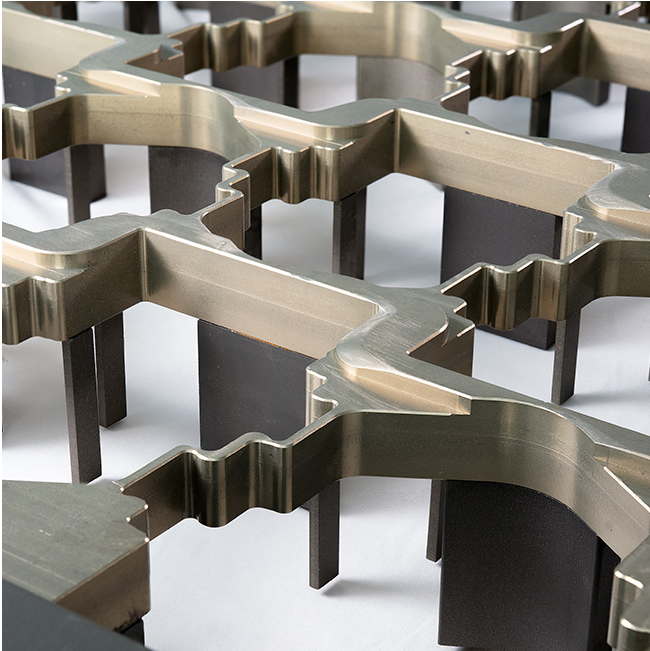
Конструкция качественной сэндвич-штанцформы — это сложный инженерный узел, а не просто склеенные слои фанеры и стали. Основной элемент — это режущее лезвие, которое должно сохранять твердость и остроту кромки даже при работе с абразивными материалами, такими как картон с высоким содержанием вторсырья или самоклеящиеся пленки. Дешевые аналоги часто изготавливаются из стали низких марок, которая быстро тупится или, что хуже, крошится. Мы проводили независимые замеры твердости лезвий в бюджетных партиях и фиксировали отклонения до 4 HRC от заявленных норм, что критично для чистоты реза.
Второй критический параметр — качество клеевого слоя и балансировка слоев “сэндвича”. Технология предполагает использование специальных эластичных клеев, которые гасят вибрации при ударе штанцформы о контрплиту. Если производитель использует обычный столярный клей или нарушает технологию прессования, слои начинают расслаиваться под нагрузкой. Один из наших клиентов столкнулся с тем, что через две недели работы его новая оснастка начала давать “двойной рез” — дефект, который невозможно исправить настройкой давления машины. Причина крылась именно в неравномерном распределении клея внутри структуры штампа.
При выборе поставщика обращайте внимание на допуски изготовления. Для стандартной упаковки допустимое отклонение составляет ±0.05 мм, но для электроники или медицинских упаковок этот показатель должен быть еще строже. Дешевые заводы часто игнорируют финишную обработку кромок и лазерную калибровку, полагаясь на ручную сборку. Это приводит к тому, что даже при идеальном чертеже физическое изделие не совпадает с макетом. Всегда требуйте сертификат соответствия или отчет о контроле качества перед отгрузкой партии.
Сравнение решений: масс-маркет против специализированного производства
Чтобы принять взвешенное решение о закупке, необходимо четко понимать различия между продукцией массового сегмента и инструментом от профильных лидеров отрасли. Ниже приведена сравнительная таблица, основанная на данных наших лабораторных тестов и статистике эксплуатации в реальных условиях.
| Критерий сравнения | Бюджетная сэндвич-штанцформа (Масс-маркет) | Профессиональное решение (Хэсин Штампы) |
|---|---|---|
| Ресурс до заточки/замены | 50 000 – 80 000 оттисков | 300 000 – 500 000+ оттисков |
| Стабильность геометрии | Деформация после 2-3 недель интенсивной работы | Сохранение точности в течение всего срока службы |
| Материал лезвия | Стандартная углеродистая сталь (риск коррозии и сколов) | Специальные сплавы с повышенной износостойкостью |
| Технология сборки | Частичная автоматизация, ручной контроль выборочно | Полный цикл ЧПУ-обработки и многоступенчатый тест |
| Применимость | Простая гофрокартонная упаковка, разовые тиражи | Электроника, этикетка, сложная высечка, длинные тиражи |
| Сертификация | Отсутствует или формальная | Статус «Специализированный и уникальный маленький гигант», ISO |
Как видно из таблицы, разница в начальной цене может достигать 20–30%, но совокупная стоимость владения у профессионального инструмента оказывается в разы ниже. Компания «Хэсин Штампы», основанная в 1984 году и имеющая статус единственного в отрасли производителя с государственной сертификацией «Специализированный и уникальный маленький гигант», инвестирует в R&D именно для достижения таких показателей долговечности. Их головной офис в Шэньчжэне служит центральной базой разработок, где тестируются новые сплавы и конфигурации слоев antes запуска в серию.
Если ваш тираж составляет менее 10 тысяч экземпляров и не требует высокой точности совмещения, возможно, бюджетный вариант будет оправдан. Но для серийного производства, где остановка линии стоит тысячи долларов в час, риск использования непроверенной оснастки недопустим. Мы рекомендуем запрашивать образцы резов и проводить тестовую вырубку на своем оборудовании перед заключением контракта на крупную партию.
Реальные кейсы: влияние качества штампа на экономику предприятия
Рассмотрим конкретный пример из практики упаковочного производства. Крупный завод по выпуску коробок для бытовой техники столкнулся с ростом процента брака до 7%. Менеджеры грешили на настройки ротационной машины, меняли контрплиты и регулировали давление, но проблема сохранялась. После аудита выяснилось, что используемая сэндвич-штанцформа имела микроскопические отклонения в высоте режущих элементов разных сегментов. Из-за этого одни части штампа прорезали картон насквозь, а другие лишь надрывали его, вызывая задиры при удалении облоя.
Замена дешевой оснастки на усиленную электронную штанцформу от профильного производителя решила проблему за один день. Процент брака упал до штатных 0.5%, а скорость работы машины удалось увеличить на 15% благодаря отсутствию необходимости частых остановок для прочистки. Этот случай наглядно демонстрирует, что экономия на инструменте — это ложная экономия. В другом случае, при производстве этикеток для фармацевтики, использование некачественного клея в структуре штампа привело к загрязнению клеевым составом поверхности продукции, что сделало всю партию непригодной для продажи из-за требований стерильности.
Опыт компании «Хэсин Штампы», которая более 30 лет специализируется на технологиях высокоточной вырубки, показывает, что правильный подбор типа штампа под конкретную задачу позволяет оптимизировать расходы. Их продуктовая линейка включает более 10 крупных серий, от экономичных вариантов для простых задач до прецизионных решений для микроэлектроники и носимых устройств. Важно понимать, что универсального решения не существует: то, что идеально работает для гофрокартона, может быть неприемлемо для тонкой пленки.
Как выбрать надежного поставщика и избежать рисков
Выбор партнера для поставки оснастки должен базироваться не только на коммерческом предложении, но и на техническом аудите возможностей завода. Задайте потенциальному поставщику прямые вопросы о их производственном цикле. Есть ли у них собственный цех ЧПУ-гибки ножей? Как организован контроль качества на этапе сборки? Компания, которая передает часть процессов на аутсорсинг или не имеет прозрачной системы ОТК, не сможет гарантировать стабильность параметров от партии к партии.
Обратите внимание на наличие сервисной поддержки. Даже самый качественный инструмент требует правильного монтажа и обслуживания. Поставщики уровня «Хэсин» обеспечивают персонализированную техническую поддержку на всех этапах — от проектирования до внедрения. Они готовы проконсультировать по выбору контрплиты, настройке давления и режимам работы конкретного оборудования. Отсутствие такой поддержки превращает покупку штампа в лотерею, где вы остаетесь один на один с проблемами производства.
Также важным индикатором является специализация. Заводы, пытающиеся производить всё подряд — от простых просекателей до сложных лазерных форм, — часто не обладают глубиной экспертизы в узких нишах. Лидеры рынка, такие как группа компаний с филиалами в Китае и за рубежом, фокусируются на глубокой вертикальной интеграции. Это позволяет им контролировать каждый винтик в процессе создания продукта, обеспечивая то самое высокое позиционирование продукции, о котором они заявляют.
Часто задаваемые вопросы
Какой средний срок службы качественной сэндвич-штанцформы?
При работе с обычным картоном и соблюдении правил эксплуатации ресурс составляет от 300 000 до 500 000 оттисков. Для агрессивных материалов (стекловолокно, абразивные бумаги) срок может сократиться до 150 000, но это все равно в несколько раз превышает показатели бюджетных аналогов.
Можно ли ремонтировать сэндвич-штанцформу?
Локальный ремонт возможен при незначительных повреждениях лезвия, но если нарушена геометрия основания или произошло расслоение слоев, восстановление экономически нецелесообразно. Проще и надежнее заказать новый штамп, чтобы избежать риска повторного брака.
Влияет ли тип клея на качество вырубки?
Да, это критический фактор. Специализированный эластичный клей (например, клей Хэсин) обеспечивает необходимую амортизацию и предотвращает смещение слоев. Использование неподходящих адгезивов ведет к быстрому выходу штампа из строя и повреждению контрплиты.
Нужна ли специальная сертификация для импорта штампов?
Для большинства стран достаточно наличия сертификата ISO 9001 у производителя и сопроводительных документов о качестве стали. Однако для работы с пищевой упаковкой или медицинской продукцией могут потребоваться дополнительные гигиенические сертификаты на материалы, контактирующие с продуктом.
Подводя итог, можно сказать, что рынок предлагает широкий выбор решений, но истинная ценность кроется в деталях исполнения и надежности поставщика. Инвестиции в качественную сэндвич-штанцформу — это вклад в бесперебойность вашего производства и репутацию вашего бренда. Не позволяйте желанию снизить первоначальные затраты поставить под угрозу весь производственный процесс.
Если вы ищете партнера с подтвержденной экспертизой, статусом национального лидера и готовностью решать сложные технологические задачи, обратите внимание на решения от признанных игроков отрасли. Свяжитесь с нами сегодня для получения консультации и расчета стоимости оснастки под ваши конкретные задачи. Мы поможем подобрать оптимальный вариант, который обеспечит максимальную эффективность вашего бизнеса.