Максимальная эффективность высечки с полным удалением облоя? Вам понадобятся эти три магических инструмента…
2019-01-12
Изменения на станции высечки
Выбор штампа для высечки
Использование сэндвич-панелей из стали для высечки в сочетании с полностью закрытыми рамами позволяет достичь идеального общего эффекта высечки. Хотя стоимость стальных сэндвич-форм относительно высока, их высочайшая точность обработки и сверхдлительный срок службы обеспечивают качество и стабильность, которые остаются недосягаемыми для других типов высекальных форм. В сочетании с использованием полностью закрытых рам это решение является оптимальным выбором для сверхкрупных заказов, а также важным условием для стабильного производства и повышения эффективности процесса высечки.
Разумеется, в процессе практической эксплуатации установка стальных сэндвич-форм предъявляет высокие требования к навыкам оператора. Такие этапы, как фиксация формы, установка стальной ответной части и приладка давления высечки, требуют тщательного исполнения, так как от этого зависит скорость запуска оборудования и стабильность качества продукции. В Таблице 1 приведено сравнение характеристик использования стальных сэндвич-форм (в сочетании с полностью закрытыми рамами) и обычных деревянных форм для высечки.
")
Проектирование точек соединения
При планировании и проектировании точек соединения в процессе высечки с полным удалением облоя обычно соблюдаются следующие принципы: во-первых, принцип «скрытого размещения», то есть в первую очередь рассматривается возможность размещения точек соединения на линиях внутреннего сгиба пачки, чтобы после формирования коробки они не оставались снаружи и не портили внешний вид изделия; во-вторых, принцип «силового объединения», который заключается в создании ряда прочных точек соединения вдоль траектории движения захватов для обеспечения скорости высечки и полной реализации преимуществ оборудования, при этом минимизируется количество или размер точек у краев пачки; в-третьих, принцип «единообразия», подразумевающий размещение точек соединения в одних и тех же местах на каждом отдельном изделии для обеспечения визуальной идентичности продукции после укладки в лотки; в-четвертых, принцип «чем меньше, тем лучше», согласно которому общее количество точек соединения должно быть минимальным.
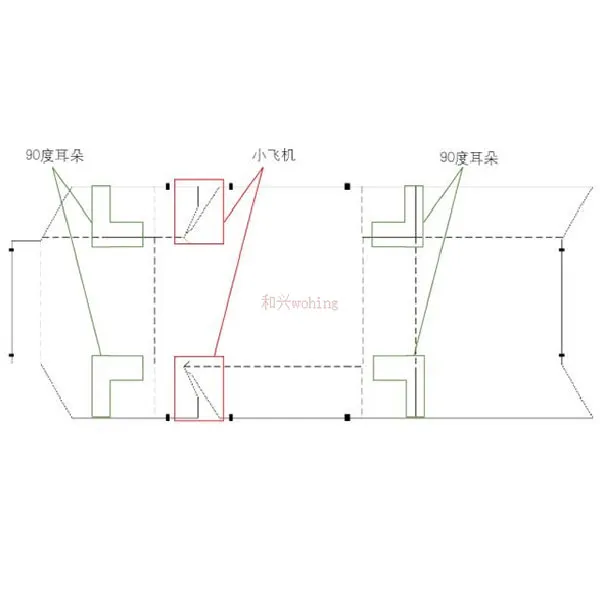
На рис. 1 представлена схема точек соединения для 18-позиционной раскладки сигаретных пачек, определенная нашей компанией в ходе многочисленных испытаний на высекальном прессе с полным удалением облоя. Ширина осевых точек соединения составляет 0,2–0,3 мм, а ширина точек в направлении движения бумаги — 0,3–0,4 мм. При этом точки в направлении движения бумаги должны максимально проецироваться на траекторию движения захватов для повышения стабильности горизонтальной проводки листа.
")
Стабильность полуфабрикатов
Высекальные прессы с полным удалением облоя не позволяют проводить выборочную проверку в любое время, что требует высокой стабильности качества полуфабрикатов (материалов с предыдущей операции). Таким образом, стабильность таких показателей, как влажность, толщина бумаги и плоскостность полуфабрикатов, также является важным фактором, влияющим на эффективность производства высекальных прессов с полным удалением облоя.
Оптимизация станции удаления облоя
Выбор материала и структуры пластин для удаления облоя
Что касается материала форм для удаления облоя, то вместо традиционного дерева используется более жесткий полимерный материал для электронных плат. Это обеспечивает жесткость формы и повышает точность взаимодействия между верхней и нижней формами в процессе работы.
Что касается конструкции верхней формы для удаления облоя, то для различных штампов изготавливаются индивидуальные цельные верхние формы. В них вместо традиционных игл используются ножи для удаления облоя, форма которых соответствует участкам удаляемых отходов. Цельная верхняя форма удобна в установке: при замене достаточно выполнить общее позиционирование. Разумеется, наличие упругой губки подходящей высоты и жесткости также является необходимым вспомогательным условием.
Что касается конструкции средней формы для удаления облоя, то для того, чтобы отходы гарантированно не возвращались в процессе удаления, мы увеличили вершинный угол трапециевидных отверстий для выброса отходов. Одновременно с этим острые части отверстий в местах, соответствующих «маленьким самолетикам» (красная рамка на рис. 1), были укорочены на 1–2 мм. Кроме того, для решения проблемы неполного прорезания (неразрыва) четырех «90-градусных ушек» (зеленая рамка на рис. 1), в соответствующих местах средней формы был установлен «выпуклый модуль» высотой 2–3 мм. Под давлением упругой губки во время удаления облоя этот модуль продавливает четыре «90-градусных ушка», что улучшает пригодность сигаретных пачек для работы на упаковочном оборудовании. На данную технологию уже подана патентная заявка.
Применение игл нижней формы для удаления облоя
Благодаря вышеуказанным улучшениям стабильность работы секции удаления облоя значительно повысилась: без использования нижних игл скорость производства увеличилась с прежних 4500 листов/час до 5500 листов/час. Для дальнейшего повышения скорости мы установили небольшое количество нижних игл в зоне задней кромки облоя, чтобы обеспечить мгновенную скорость падения отходов.
Оптимизация секции разделения заготовок
Секция разделения заготовок является принципиальным отличием высекального пресса с полным удалением облоя от обычных машин и представляет собой ключевую технологию данного оборудования. Наша компания в сотрудничестве с Yuehexing Laser Die-Mould (Shenzhen) Co., Ltd. провела глубокую техническую модернизацию существующей системы разделения заготовок.
Проблемы с приемкой листов
(1) Анализ причин
Положение бокового ползунка нижнего делителя коробок смещено, что не позволяет точно позиционировать падающее изделие. В результате изделие прижимается верхним делителем, и в процессе падения возникает поперечное смещение, переходящее в хаотичное свободное падение. Это в конечном итоге приводит к неравномерной приемке бумаги (как показано на рисунке 2).
")
(2) Решение
Во-первых, необходимо повысить точность нижнего кассетного устройства. Поскольку сталь, используемая в нем, подвергается термической деформации в процессе сварки, что приводит к снижению точности, рекомендуется использовать новые материалы и применять технологию обработки без сварки во избежание деформации устройства. Во-вторых, следует соответствующим образом уменьшить поперечное расстояние в нижнем кассетном устройстве и сместить положение боковых разделительных планок ниже — это позволит эффективно решить проблему неровной укладки листов.
Царапины и повреждения изделия
(1) Анализ причин
Поперечная стальная планка в месте расположения одиночного ножа нижнего распределителя (как показано на рисунке 3) слишком широкая, а ее верхний край имеет прямоугольную форму и недостаточно закруглен. Из-за этого изделие не может плавно продвигаться в процессе опускания, что приводит к задеванию и появлению царапин.
")
(2) Решение
Уменьшить толщину горизонтальной стальной планки в зоне одиночного ножа устройства подачи коробок с 4 мм до 3 мм, одновременно придав верхней части планки гладкую закругленную форму. Это обеспечит плавное опускание изделия под давлением и предотвратит рассыпание заготовок из-за задевания за края.
Частая поломка направляющих планок
(1) Анализ причин
Направляющие планки представляют собой пластиковые элементы, установленные в зоне одиночных ножей нижнего устройства разделения заготовок. Они гарантируют, что продукция не будет смещаться в процессе опускания под давлением. Поскольку между одиночными ножами нет зазора, каждый лист при падении соприкасается с направляющей планкой и сдавливает ее, что приводит к ее поломке.
(2) Решение
Как показано на рисунке 3, нижний край паза, в котором подвешена направляющая планка, выполнен под скос и сточен на 0,6 мм, чтобы планка не выступала над поверхностью стальной пластины. Разумеется, направляющие планки являются расходным материалом и при необходимости подлежат своевременной замене.
Благодаря вышеуказанным улучшениям скорость работы плосковысекального пресса с полным удалением облоя значительно увеличилась и достигла 6500 листов/час. В то же время были эффективно решены такие проблемы, как неровная укладка продукции и появление царапин, что существенно повысило качество изделий и эффективность производства.